O desafio foi o projeto de retrofit de uma máquina embaladeira de café de alta performance, 133 pacotes/min, concebida em 1998 com tecnologia de inteligência decentralizada.
Neste takt, significa que a cada 450 ms a máquina executa os seguintes passos:
- Desbobinar e posicionar uma folha de papel de embalagem com 288 mm de comprimento, cortar com precisão inferior a +/- 1 mm, detectar o erro e compensar na próxima folha, de forma a evitar que o erro seja cumulativo e desloque a gravura da embalagem dentro da folha;
- Uma vez que o papel foi cortado, ele é dobrado formando uma embalagem tipo paralelogramo aberto para receber o produto;
- A embalagem vazia percorre uma linha de transporte onde é preenchida por 4 dosadores em série (de uma dosagem bruta até uma mais fina, para ajuste final), sendo que entre o 3º e 4º dosadores existe uma balança de controle para que, no final, tenhamos um pacote de 500 g com tolerância máxima entre +0,5% e -0,1%;
- No final da dosagem, é feito um controle com uma segunda balança que verifica se o pacote atende às tolerâncias de dosagem. Não atendendo, o mesmo é descartado e, após 3 descartes consecutivos, o sistema para a máquina e gera um alarme para verificações;
- Uma vez que o pacote foi aprovado, ele segue para uma roda de vácuo e selagem da embalagem;
- Após a selagem, os pacotes seguem para um teste de estanqueidade e encaixotamento final.
Todas essas operações basicamente eram executadas por um PLC comunicando em PROFIBUS, com suas remotas e servos acionamentos no corte de papel e dosagem de produto.
Obviamente, nem a CPU do PLC da época e nem a rede PROFIBUS tinham dinâmica suficiente para processar todas as operações com a precisão e regularidade exigida. Para contornar isso, o processamento era descentralizado e as principais operações estavam divididas entre o PLC, servos acionamentos e balanças. Os servos acionamentos eram produtos customizados com soluções específicas para a aplicação, o que dificultava muito a manutenção, pois não se tratavam de produtos de prateleira. Outro problema era obter o sincronismo ideal entre as operações, pois tínhamos diversos programas em equipamentos distintos sendo processados simultaneamente para se obter um único resultado. Era a solução plausível para a época.
No retrofit, foi aproveitada toda a mecânica existente, de excelente qualidade por sinal, porém foi trocado o PLC, IHM, remotas, servos e balanças. A rede adotada foi a PROFINET.
Com a tecnologia atual, foi possível centralizar toda a solução dentro do PLC, o que facilita muito qualquer ajuste e monitoração de programa. Todos os produtos utilizados são normais de prateleira, nada customizado.
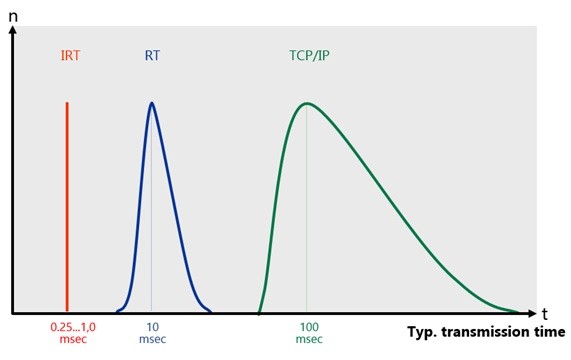
Mas, a utilização do PROFINET em modo IRT foi preponderante para o atingimento dos objetivos, pois, por exemplo, na puxada do papel, tínhamos em torno de 150 ms para puxar 288 mm e posicioná-lo com precisão na marca de corte, o que significa uma velocidade de 1,92 mm/ms, vide Figura 1. Ou seja, se tivéssemos um ciclo de processamento de lógica e rede superior a 1 ms, estaríamos errando no posicionamento do papel em praticamente 2 mm, o que já era suficiente para reprovar o projeto.

Utilizamos de um PLC Simatic S7-1500 e servo-drives Sinamics V90 (entre outros acionamentos), remotas e demais devices, todos em PROFINET.
Na questão do corte de papel e dosagem, criamos uma rede específica em PROFINET IRT. Graças a esta tecnologia, o projeto foi de sucesso total.
Paulo Picolo, gerente de Projetos Service na Dimensional